硬度:HB170-240
1、压砂房间、划线平板、辅料要清洁干净。
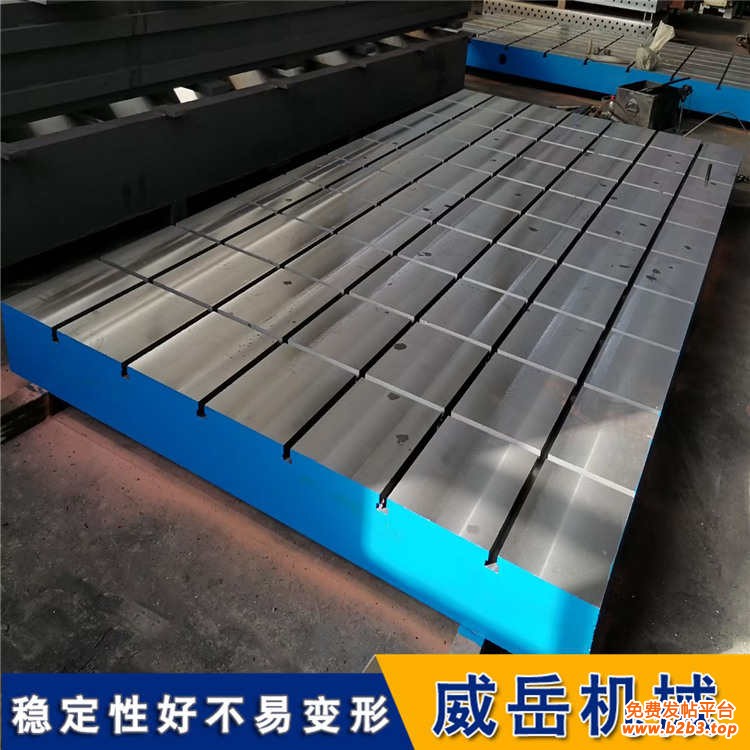
2、研磨速度不宜过快,以免使铸铁试验平台发热而导致铸铁试验平台变形。
3、铸铁试验平台压不进砂时可以在平板上加重量。
4、研磨时铸铁试验平台要勤掉头,研磨的每两块平板,其研磨次数要相等。
试验平台铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。铸造清理过程的控制,清理过程是量具铸件冷却后从铸型中清理量具铸件,以获得表面无缺陷的量具铸件。
铸铁试验平台的切削加工性及基准面:在机械生产中,为了稳定铸件尺寸,常将铸件在室温下长期放置,然后才进行切削加工。这种措施也被称为时效。但这种时效不属于金属热处理工艺。在铸铁试验平台生产中,为了铸铁试验平台在长期使用中尺寸、形状发生变化,常在低温回火后精加工前,把平台重新加热到100-150摄氏度,保持 时间,通过这种时效处理来稳定铸铁试验平台的质量。
设备加工完零件后,焊接夹具当场对设备进行防锈处理。铸铁试验平台防锈简单的方法是清洗或清理设备表面污垢后,进行涂装防锈。导轨、夹具等等属裸露面和运动部件刷涂防锈油后,为防止防锈油吸附灰尘,须用罩布罩上设备。铸铁试验平台内表面和内腔刷涂或喷涂防锈油,外面再加密封保护。
铸铁试验平台长期不用时,如不采取合适的防锈措施,会造成大面积锈蚀,严重的会引起平台损坏。暂停使用铸铁试验平台的防锈分为短期防锈和长期防锈,又可分为现场整机防锈和异地防锈。
铸铁试验平台长期防锈分两种方法:
一是与短期防锈相同,处理后用内装干燥剂的密封罩罩上铸铁试验平台;
二是用防锈油进行防锈,然后用中性石蜡纸或苯甲酸钠纸包裹;储存场地内的储物架子要离开地面高度。短期防锈保存是针对室内临时存放的平台及工、量具而言,也包括双休日不使用的设备。
涂覆防锈润滑油、封荐防锈油:防锈润滑油常温涂覆,试验平台既有防锈性又有滑润性,适用于一般机械设备润滑部位的防锈封存;封荐防锈油室温使用,防锈性能好,油膜薄,用量少,启封方便,是应用广泛的防锈油。
河北威岳机械有限公司主要进行量具生产制造的公司,位于中国的“铸造之乡”。京沪铁路、京沪高速公路、104、106国道贯穿本市,交通便利,地理环境得天独厚。本厂是家集设计、铸造加工为 体的专业性现代化公司,可生产HT200、HT250、300等各牌大、中、小型铸件及各种探矿钻机铸件。我公司始终秉持“追求卓效、精益求精”的经营理念,本着诚信与务实,竭诚地为所有客户服务,同谋发展,共铸辉煌。
联系人 销售部经理 王女士13231713280 竭诚为您服务!