铸铁平台技术要求:
1、不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
2、落地镗平台的铸造表面应_型砂且平整,涂漆牢固。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。
工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
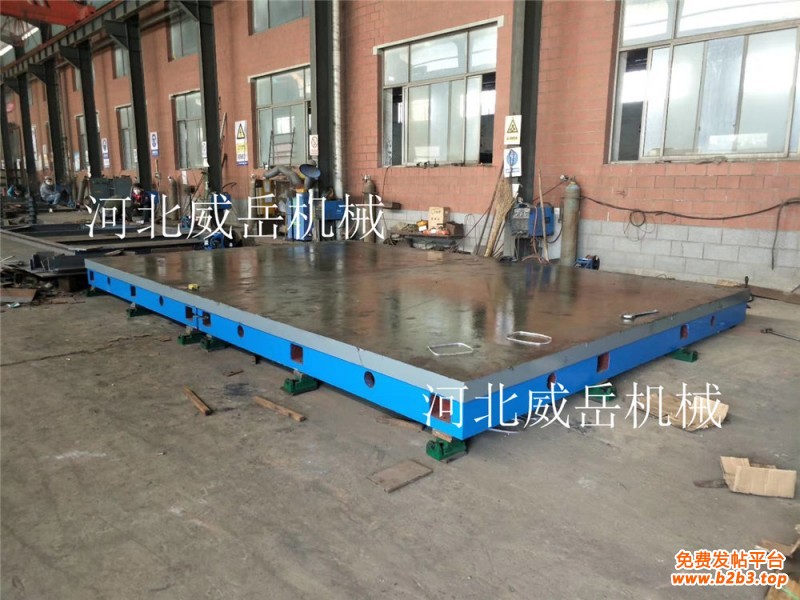
4、落地镗平台应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、落地镗平台工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的_允许值为5um。
6、落地镗平台工作面的平面度公差见表2的规定。
7、落地镗平台工作面采用刮削工艺应进行涂色对研检验。
落地镗平台之所以会出现砂眼的情况,是因为在铸件凝聚以前没有排出金属液中的气体构成的种孔穴类缺陷,这是常见的种铸造缺陷.气体的来历和构成的原因不同,有分出性气孔,反应性气孔,侵入性气孔。
其中分出性气孔:分出性气孔是溶解在金属液中的气体,当金属液凝聚时,气体从金属液中分出而形成的气孔.在冷却的过程中,被溶解的气体便不断地散出,尤其是在凝聚的时候,铸铁途径气体分出强烈.在同等合金中,温度越高,气体的溶解度增加较大.分出性气孔的特性是数量多松散,平台尺寸较小,形状成圆形,椭圆形和针状, 般散布在铸件的断面处,同 炉的铸件中都有这类状况发生.由于分出气体所构成的气泡很微小,金属液的流动性在很低时,小气泡很难向上浮,就会在铸件内构成很多松散的小孔。
为了防止落地镗平台全体变形,运用结束后,要将工件从落地镗平台上拿下来,防止工件长期对落地镗平台重压形成的变形。落地镗平台不必时要及时将工作面洗净,然后涂上层防锈油,并用防锈纸盖上落地镗平台应装置在通风、枯燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。铸铁平台按标准实施定时周检,检定周期依据具体情况可为6-12个月。
落地镗平台http://www.chinaweiyue.com/不必时要实时将使命面洗净,然后涂上层防锈油,并用防锈纸盖上。落地镗平台应设备在通风、单调的情况中,并远离热源、有腐蚀的气体、有腐蚀的液体。落地镗平台按国度标准履行如期周检,检定周期依据具体情况可为6-12个月。落地镗平台设备时将地轨的各个支撑点用调整垫铁垫好、垫实,由专业技能人员将落地镗平台调整至及格精度。
公司本着以质量求生存,以信誉求发展的宗旨,集设计、制造、安装调试一站式为新老客户服务,欢迎新老客户洽谈业务。
联系人 销售部经理 王女士13231713280 竭诚为您服务!