为什么地轨大部分用熔模铸造工艺呢?
T型槽地轨经熔模铸造工艺后尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于熔模铸造的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件的尺寸精度虽然较高,但其一致性仍需提高(采用中、高温蜡料的铸件尺寸一致性要提高很多)。
压制熔模时,采用型腔表面光洁度高的压型,因此,熔模的表面光洁度也比较高。此外,型壳由耐高温的特殊粘结剂和耐火材料配制成的耐火涂料涂挂在熔模上而制成,与熔融金属直接接触的型腔内表面光洁度高。所以,熔模铸件的表面光洁度比一般铸造件的高,一般可达Ra.1.6~3.2μm。
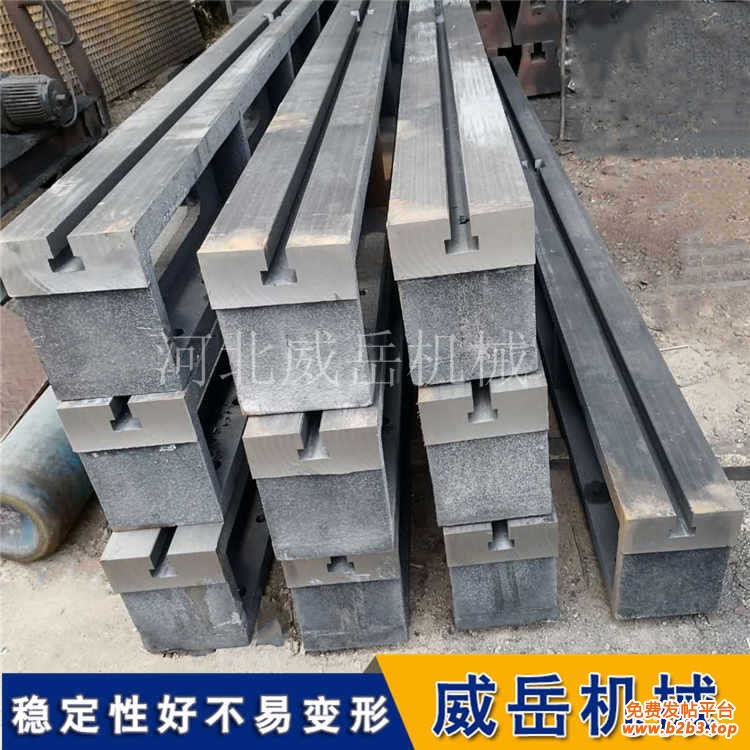
T型槽地轨可以替代大型装配平台、焊接平板、装配平板等,_能够满足冶金设备、建材设备、矿山设备、造船等大型设备制造、组装、装配等工作。高强度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使该产品的精度稳定,耐磨性能好。
T型槽地轨铺设的技术要求:
1、T型槽地轨的固定方法,在T型槽地轨的内侧两边,按要求间距(约500-700mm)用M8铁膨胀钉或射钉固定牢靠。T型槽地轨底面与地面必须紧密着力,不得有虚跨间隙,以防止T型槽地轨载荷后弯曲变形。
2、T型槽地轨的的安装:使用条形桥板,合像水平仪。先调平一根T型槽地轨,然后以其为基准,依次往下进行初调。然后水泥灌浆,待水泥浆凝固后,进行精调检验。
3、T型槽地轨的埋设深度应与地面装饰层持平或略高于3-5mm.
4、地轨安装后,要任意1m长度内,水平偏差度不大于1mm,全长不大于2mm,轨道这间对应点的水平偏差不大于1mm,每两条轨道之间的平行度偏差小于2mm。
选用T型槽地轨http://www.chinaweiyue.com/的技术要求:T型槽地轨,地梁,地槽铁,基础槽铁,需注意地轨所承载的载重,因地轨为条形结构,固承载要比动力试验台等大型基础平台要小。如承载过大,可采用加大尺寸,提高材质、加强铺设密度的方法解决。
我公司以合理的价格、高品质的产品、周到的售后服务赢得了市场的信誉。同时为了方便用户,可根据客户要求加工订做各种铸件、非标准量具等产品。深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提高公司效益,降低成本。
联系人 销售部经理 王女士13231713280 竭诚为您服务!