发货:3天内
发送询价
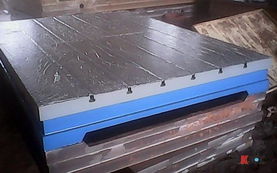
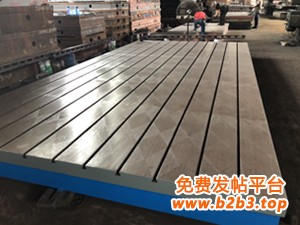
 【T型槽平板工程使用】工程装备装配自动化程度零部件加工误差补偿问题
【T型槽平板工程使用】工程装备装配自动化程度零部件加工误差补偿问题其一、工程装备装配自动化程度
与汽车生产批量相比,工程装备的生产批量小得多,而装配自动化程度也比汽车装配要落后得多。尽管这几年工程装备发展迅猛,一些叉车企业年产量突破十万台,装载机产量突破万台,但是装配工艺水平整体仍然不高,主要表现在以下2个方面:
一是输送自动化程度低。除了总装线较多地采用机械设备化输送、实现流水生产,绝大多数部装还是固定式装配,然后通过车间起重机或叉车进行转运。
二是装配作业基本都是人工作业。国内工程装备目前还不存在自动化装配,所有工件的搬运、安装都是人工操作或借助车间起重设备完成的;即使在国外,工程装备也没有自动化程度很高的装配生产线。
钳工主要是以操作手用工具对金属进行切削加工、零件成形、装配和机器调试、修理的工种。钳工基本操作有划线、锯削、锉削、钻孔、扩孔、铰孔、攻螺纹、套螺纹、錾削、刮削、研磨和装配等。钳工操作大多在台虎钳上进行,钳工工作场地要配置钳工工作台(钳台),台虎钳是夹持工件的主要夹具,安装于钳台上。
其二、加工误差补偿问题
机械零部件加工过程的误差主要包含原有误差与人为误差两种。加工误差的补偿,实质是控制人为误差在能将原有误差刚好抵消的基础上,这两种误差具备相反方向、相同大小等的2个特点,采用此类方式能使加工精度得到有效提升。在极小的范围内,该补偿值是固定数值,通常情况下都是变化的。因此,要具体问题具体分析,合理选择补偿方式。
(1)在线检测的运用。工作人员需随时处于对零部件尺度实时测量状态,同时需将刀具、各个设备位置全面把握并严格控制,以此使零部件的加工始终在规定范围内得到保障。
(2)偶件自动配磨的运用。参照一个具有较高精度的零部件,并在此基础上进行其他零部件的制作,同时不能忽视零部件尺寸的实时测量步骤,完成测量后还要对比基准零部件,为加工效率、质量的提升提供保障。
泊头市腾起机床制造有限公司(http://www.tengqijichuang.com)是一家致力于机床量具、机床铸件产品生产、销售为一体的现代化企业。可定做各类大理石平台、焊接平板、发动机试验平台、花岗石平板等,产品远销多个省、市、自治区,我们将本着“价格,质量”双优,“诚信,服务”共赢的经营理念,竭诚为广大客户服务。